Exceptional Durability and Environmental Resistance
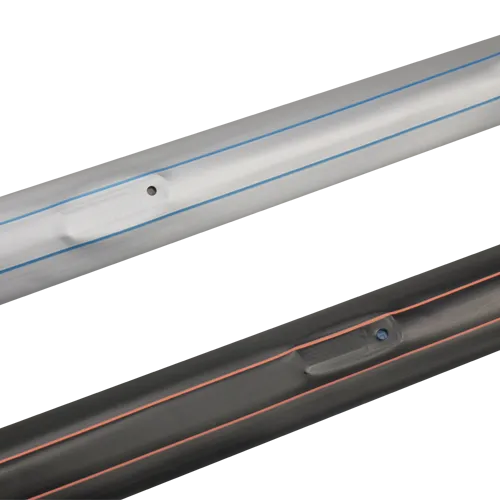
The mini valve tape demonstrates exceptional durability through its robust construction and advanced material selection that withstands harsh environmental conditions while maintaining consistent performance over extended service periods. The product's multi-layer design incorporates high-performance materials including reinforced backing substrates, weather-resistant adhesives, and corrosion-proof valve components that work together to provide comprehensive protection against environmental degradation. Extensive testing validates the tape's performance across temperature ranges from -40°F to 200°F, ensuring reliable operation in both extreme cold and high-heat applications commonly encountered in industrial settings. The material selection process prioritizes chemical resistance, incorporating compounds that resist degradation from oils, solvents, acids, bases, and other industrial chemicals that could compromise product integrity or performance. UV resistance properties protect against solar radiation damage that typically causes polymer degradation, color fading, and mechanical property loss in outdoor applications. The tape's construction includes moisture barriers that prevent water infiltration while maintaining breathability necessary for proper valve operation and pressure equalization. Mechanical durability testing demonstrates the product's ability to withstand repeated flexing, stretching, and compression cycles without failure or performance degradation, making it suitable for dynamic applications involving movement or vibration. Accelerated aging tests simulate years of service life under controlled conditions, validating long-term performance expectations and establishing reliable service life predictions for various application environments. The mini valve tape's resistance to ozone, oxidation, and thermal cycling ensures stable performance in challenging environments including outdoor installations, engine compartments, and industrial processing facilities. Quality control procedures include environmental stress testing that subjects samples to extreme conditions including temperature shock, humidity cycling, and chemical exposure to verify performance margins and identify potential failure modes. The durability characteristics reduce maintenance requirements and replacement frequency, providing users with cost-effective solutions that minimize downtime and maintenance expenses throughout the product's operational lifetime.